What are the problems in the processing of stainless steel products?
Any finished product needs to be processed. What are the surface treatment processes for stainless steel products, and what problems will occur during processing?Please follow me to find out.(What measures should be taken to prevent corrosion of stainless steel?)
1.Surface treatment technology for stainless steel products
1.1 Grinding: Manual mechanical grinding is used to deal with cutting defects, weld defects, riveting points during riveting, and various scratches during processing.
1.2 Weld pickling: Weld pickling passivation, mainly processing the black oxide scale at the weld.
1.3 Integral passivation: Integral pickling passivation mainly deals with products with consistent overall requirements, but it is difficult to achieve the desired consistent results with this treatment method.
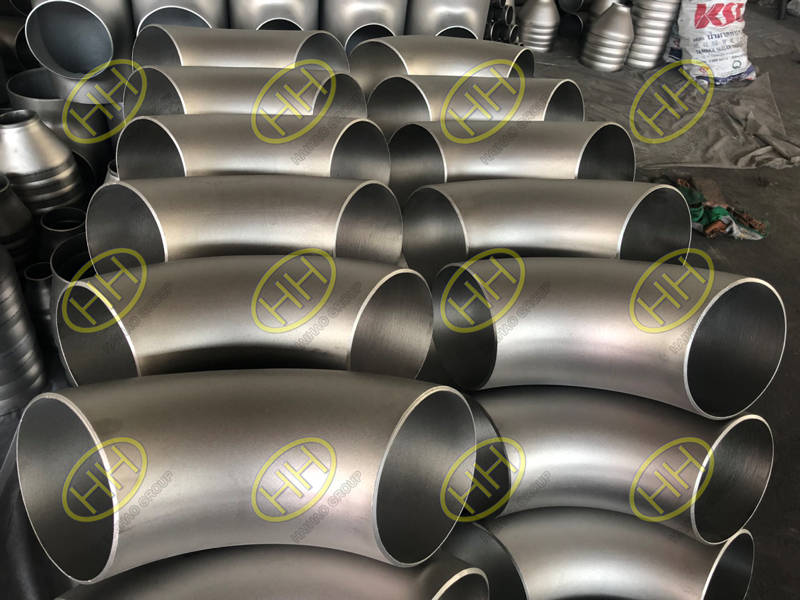
Stainless steel 90 degree elbows
1.4 Polishing and passivation: Pickling and passivation treatment after manual polishing, the main treatment of products with decorative requirements on the surface, but the current treatment method is difficult to achieve a good treatment effect, and the cost of materials and labor costs are relatively high.
2.There are problems in the processing of stainless steel products
2.1 Weld defect: Weld defect is more serious, and it is compensated by manual mechanical sanding treatment.
2.2 Inconsistent surface: only pickling and passivation of the weld seam also causes uneven surface and affects the appearance.
2.3 Scratches are difficult to remove: the overall pickling and passivation can not remove various scratches generated during processing, nor can it remove carbon steel, splashes and other impurities adhered to the stainless steel surface due to scratches and welding splashes Causes chemical or electrochemical corrosion and corrosion in the presence of corrosive media.

Duplex stainless steel pipes
2.4 Non-uniform grinding and passivation: Pickling and passivation treatment after manual grinding and polishing, it is difficult to achieve a uniform and uniform treatment effect for large-area workpieces, and an ideal uniform surface cannot be obtained. And the cost of working hours and excipients are also high.
2.5 Pickling capacity is limited: pickling passivation paste is not a panacea. It is produced by plasma cutting, flame cutting and black oxide scale, which is difficult to remove.
2.6 Scratches caused by human factors are more serious: During hoisting, transportation, and structural processing, scratches caused by human factors such as bumps, drags, and hammers are more serious, which makes the surface treatment more difficult and also causes rust after treatment main reason.
2.7 Equipment factors: In the process of bending and bending of profiles and plates, scratches and creases are also the main reasons for rust after treatment.
2.8 Other factors: During the procurement and storage of stainless steel raw materials, bumps and scratches caused by lifting and transportation are also serious, which is also one of the reasons for rust.

Stainless steel SS316 weld neck flanges and slip on flanges